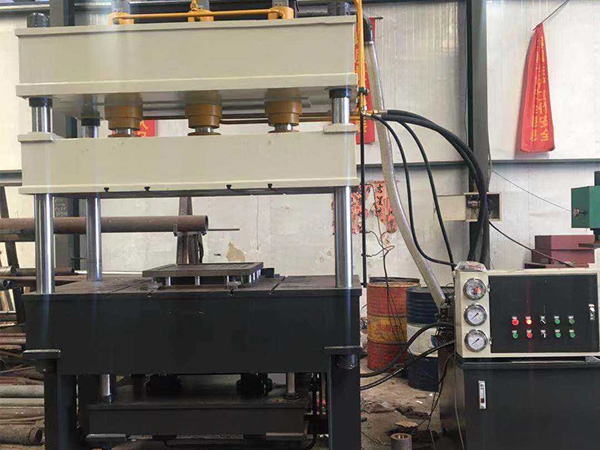
全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...


作者:时间:2022-09-26 02:12295 次浏览
液压机如何选择焊接坡口?
随着机械市场稳定速率的增加,液压机得到普遍应用,其中三梁四柱液压机是代表产品,行业竞争越来越激烈也会推动油压机朝着多元化发展,适用於金属冲压、弯曲、翻边或浅拉伸成形和冷挤压工艺,亦适用於金属粉末制品的压制成形工艺和非金属材料,如塑料、玻璃钢、绝缘材料和磨料等制品的压制成形,同时还适用於校正和压装等工艺。
为保证液压机制造中焊接接头的质量,要正确选择焊接坡口的形状和尺寸,这样做的目的是保证焊接接头全焊透,首先要考虑被焊接材料的厚度,对于薄钢板的焊接,可直接利用钢板端部进行焊接,对于中厚板的焊接坡口,应同时考虑施焊的方法;例如手工电弧焊和埋弧自动焊的一次熔透深度分别为6^ 8mm 和12-14mm,当焊接14mm厚的钢板时,若采用埋弧自动焊,则可用I形坡口,若采用手工电弧焊,则可设计成单面或双面坡口;其次,液压机制造要注意坡口的加工方法,比如I形、V形、X形等坡口,可以利用气割、等离子切割加工,而U形双U形坡口,则需用刨边机加工;在相同条件下,不同形式的坡口,其焊接变形是不同的,如单面坡口比双面坡口变形大,而V形坡口比U形坡口变形大等,应尽量注意减少残余焊接变形与应力。
液压机焊接坡口的设计或选择要注意施焊时的可焊到性,例如直径小的容器,不宜设计为双面坡口,而要设计为单面向外的坡口等.同时应注意操作方便;注意焊接材料的消耗量,应使焊缝的填充金属尽量少,对于同样板厚的焊接接头,坡口形式不同,焊接材料的消耗也不同,比如单面V形坡口比单面U形坡口的焊接材料消耗大,成本将要增加;而复合钢板的坡口应有利于减少过渡层焊缝金属的稀释率。
液压机焊接坡口工艺介绍?
液压机制造应正确地选择焊接坡口形状、尺寸,而这是一项重要的焊接工艺内容,是保证液压机制造中焊接接头质量的重要工艺措施。而在液压机制造中设计、选择焊接坡口工艺主要应考虑以下几个问题。
1、液压机制造设计或选择不同形式坡口的主要目的是保证焊接接头全焊透。
2、液压机制造设计或选择坡口首先要考虑的问题是被焊接材料的厚度。对于薄钢板的焊接,可以直接利用钢板端部进行焊接;对于中、厚板的焊接坡口,应同时考虑施焊的方法。例如,手工电弧焊和埋弧自动焊的一次熔透深度分别为6^8mm和12-14mm,当焊接14mm厚的钢板时,若采用埋弧自动焊,则可用I形坡口,若采用手工电弧焊,则可设计成单面或双面坡口。
3、液压机制造要注意坡口的加工方法,如I形、V形、X形等坡口,可以利用气割、等离子切割加工,而U形、双U形坡口,则需用刨边机加工。
4、在相同条件下,不同形式的坡口,其焊接变形是不同的.例如,单面坡口比双面坡口变形大;V形坡口比U形坡口变形大等。应尽量注意减少残余焊接变形与应力。
5、液压机焊接坡口的设计或选择要注意施焊时的可焊到性。例如,直径小的容器,不宜设计为双面坡口,而要设计为单面向外的坡口等,同时应注意操作方便。
6、要注意焊接材料的消耗量,应使焊缝的填充金属尽量少。对于同样板厚的焊接接头,坡口形式不同,焊接材料的消耗也不同。例如,单面V形坡口比单面U形坡口的焊接材料消耗大,成本将要增加。
7、而复合钢板的坡口应有利于减少过渡层焊缝金属的稀释率。